225mm高分子耐磨hdpe管,矿用高分子耐磨hdpe管
225mm高分子耐磨hdpe管具体规格:
225*8.6mm,承压0.6MPa
225*10.8mm,承压0.8MPa
225*13.4mm,承压1.0mpa
225*16.6mm,承压1.25MPa
225*20.5mm,承压1.6MPa
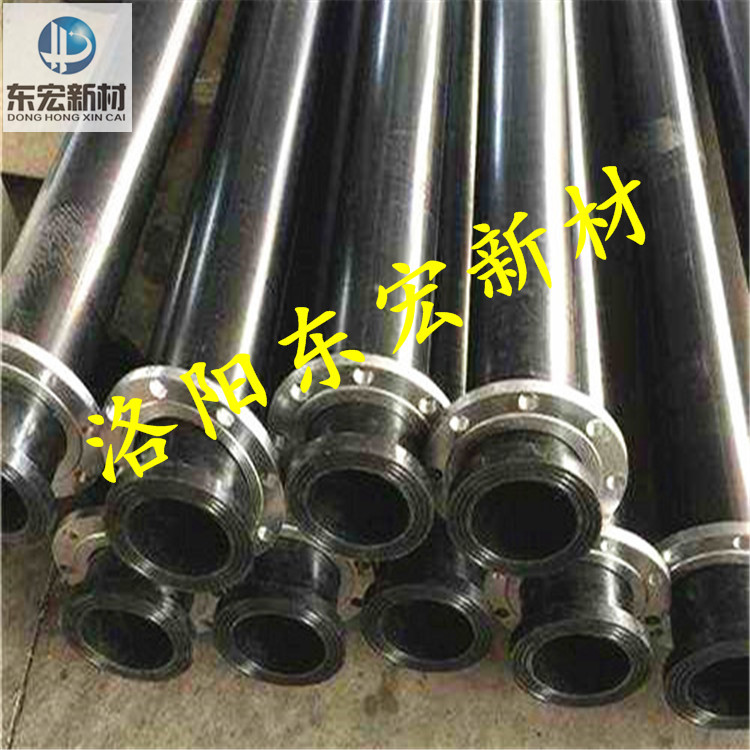
高分子耐磨hdpe管采用的是法兰连接,高分子耐磨hdpe管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面.法兰要垂直于管子线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2.
欢迎新老客户前来参观考察——1 8 6-3 8 3-6 6-1 0 5——何经理


225mm高分子耐磨hdpe管焊接加热温度和加热时间与气温的关系
随着四的变化气温也会有所不同对PE管道在施工安装上也会有所影响。以普遍的环境
温度20℃为例。正常的PE焊接温度应为220°C,加热时间为管材壁厚10秒但在不同气温条件低温时因热量散失快管材连接表面熔融温度达不到焊机实际的焊接温度220℃此時应对焊机 进行相应的调节,建议如下:
0℃以下时可将焊接温度设定为230℃・加热时间为管材壁厚12秒
0-0℃时可将焊接温度定为22加热时间为管材壁厚1秒10℃-20℃时可将焊接温度设定为220C加热时间为管材壁厚x10秒
20℃-30时可将焊接温度投定为210C加热时间为管材壁厚10秒
30℃以上时可将焊接温度设定为205C・加热时间为管材壁厚9秒
225mm高分子耐磨hdpe管的连接:
1.电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。一般多用于160mm以下管。
2.热熔对接连接:采用专用的对接焊机管道连接起来,一般多用于160mm以上管。
3.钢塑连接:可采用法兰、螺纹丝扣等方法连接。
225mm高分子耐磨hdpe管工程案例:
郑州青山绿水农业发展有限公司 Φ110 pe农田灌溉管管 5000米
济源市大河家庭农场 Φ160 Φ110 pe管 2500米
晋城沁水县太行渔业有限公司 Φ160 pe输水管 2500米
中国水利水电公司 Φ160 PE给水管共计2600米。
江西冶金实业有限公司 Φ225 PE给水管共计2500米。
杭州宏晨博电气工程有限公司 Φ160 Φ110 Φ200pe给水管
河南华龙水利工程有限公司 Φ315 Φ160 pe灌溉管 5000米
灵宝市苏村乡土地治理 Φ315 Φ355pe灌溉管 10000米
洛阳华润园林工程有限公司 Φ315 Φ225 pe灌溉管 4800米